给我介绍一下塑料挤出加工过程中的问题与处理
公告: 为响应国家净网行动,部分内容已经删除,感谢读者理解。
话题:给我介绍一下塑料 挤出加工过程中的问题与处理方法可以不?
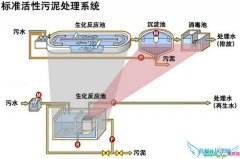
回答:塑料 挤出 的质量及产量不仅取决于挤出设备的制造技朮﹐更主要地是受到被加工材料的性能﹐挤出 作条件﹐挤出过程故障和 缺陷的 监测水平﹐挤出控制系统方式和控制精度﹐设备的保养水平等因素的影响。在塑料 挤出过程中出现的 多问题并不完全是由于设备的制造质量出现的问题﹐而主要在于塑料加工 的管理人员或 作人员对设备性能及 作保养 范﹐材料加工性能和工艺条件﹐以及 围环境条件对加工过程的影响等方面缺乏基本的﹐全面的﹐正确的认识。 在解决一种特殊挤出问题之前﹐处 故的技朮人员应该着手解决确定的问题﹐快速地和准确地诊断某个发展中的押出机问题﹐以减少停工期或废品数量。
话题:除了螺杆挤出塑化塑料,还有其它方法使塑料塑化吗?
回答:用火烤,我不太确定
话题:一条塑料空心管挤出线需要什么设备,怎么判定设备符合
回答:主要是挤出机啦,控 正常,原料溶解正常,能达到需要的挤出量就可以了,买设备的合同上都要写好的。机头模具一般根据不同需要自己另配的。
话题:塑料加入阻燃剂,用什么方法测试具体的等级。具体点!
问题详情:塑料加入阻燃剂,用什么方法测试具体的等级。具体点!
回答:可燃性UL4等级是应用最广泛的塑料材料可燃性能标准。它用来评价材料在被点燃后熄灭的能力。根据燃烧速度、燃烧时间、抗滴能力以及滴珠是否燃烧可有多种评判方法。每种被测材料根据颜色或厚度都可以得到 多值。当选定某个 的材料时,其UL等级应满足塑料件壁部分的厚度要求。UL等级应与厚度值一起报告,只报告UL等级而没有厚度是不够的。 塑料阻燃等级由HB,V-2,V-1向V-0逐级递增: HB:UL4标准中最底的阻燃等级。要求对于3到13 毫米厚的样品,燃烧速度小于40毫米每分钟;小于3毫米厚的样品,燃烧速度小于0毫米每分钟;或者在100毫米的标志前熄灭。 V-2:对样品进行两次10秒的燃烧测试后,火焰在60秒内
参考回答:测氧指数法就可以了。具体看你测了要怎么用,一般 都有这种仪器的
话题:关于塑胶材料的防火等级,判断某塑胶是否达到4V-2等级
问题详情:关于塑胶材料的防火等级,判断某塑胶是否达到4V-2,用1.6mm
回答:要求对于3 到13 毫米厚的样品,燃烧速度小于40 毫米每分钟;小于3 毫米厚的样品,燃烧速度小于0 毫米每分钟;或者在100 毫米的标志前熄灭。V-2: 对样品进行两次 10 秒的燃烧测试后,火焰在60 秒内熄灭。可以有燃烧物掉下。4V-2A:没有任何样品在测试火焰拿走之后,仍然有火苗燃烧超过30 秒。B:对于每套5 件样品,10 次点燃后,带火苗的燃烧的总共时间超过250 秒。C:没有任何样品一直烧到夹具上(包括有火苗的燃烧和发红的燃烧)D:允 样品燃烧融化的液滴滴下点燃下面12"处的棉花,但棉花燃烧时间较短。E:没有任何样品,在第二次移走测试火焰之后,持续发红燃烧超过60 秒。根据以上的测试及判定方法,该塑
参考回答: 睿督smart 有限 和 防火网有关于UL4的 ,你可以去看看,更为详细的事宜你可以直接 与我们进行沟通
话题:塑胶的MI值如何判定
回答:关於塑胶的MI值 MI的全名为「熔液流动指数」(Melt Flow Index),简称「熔融指数」(Melt Index),是一种表示塑胶材料加工时流动性的数值,由美国量测标准 (ASTM)根据美国杜邦 (Du Pont)惯用鉴定塑胶特性的方法制定而成,测试方法是使塑胶粒在一定时间(10分钟)内,一定 度及压力(各种材料标准不同)下,融化之塑胶流体,通过一直径2.1mm圆管所流出之克数;MI值越大,表示塑胶材料的加工流动性越佳,反之则越差。 最常使用的测试标准为ASTM D 123,测试标准的量测仪器 - 熔液指数计(Melt Indexer)的结构如下: 将待测高 (塑胶)原料置入小槽中,槽末接有细管,细管直径为2.05mm,管长度为mm;
话题:GB/T240
回答:HB是最低燃烧等级,UL的判定标准是:3-13mm的样品燃烧速度小于40mm每分钟;小于3mm的样品小于0mm每分钟,或者在100mm的标志前熄灭。国标应该差不多。
话题:请教塑料 挤出问题
问题详情: 刚从事塑料拉管,感觉口模和芯棒尺寸可以通过不同的大小配
回答:塑料 挤出 的质量及产量不仅取决于挤出设备的制造技术,更主要地是受到被加工材料的性能,挤出 作条件,挤出过程故障和 缺陷的 监测水平,挤出控制系统方式和控制精度,设备的保养水平等因素的影响。在塑料 挤出过程中出现的 多问题并不完全是由于设备的制造质量出现的问题,而主要在于塑料加工 的管理人员或 作人员对设备性能及 作保养 范,材料加工性能和工艺条件,以及 围环境条件对加工过程的影响等方面缺乏基本的,全面的,正确的认识。 在解决一种特殊挤出问题之前,处 故的技术人员应该着手解决确定的问题,快速地和准确地诊断某个发展中的押出机问题,以减少停工期或废品数量。
参考回答:一般来说口模要略大于真空定径套,口模和芯棒之间的间隙和管子的壁厚差不多最好用。
话题:塑料 挤出成型加工的剪切速率范围是什么
问题详情:求解塑料 挤出成型加工的剪切速率范围是什么
回答:众所 知,表观黏度在定 下是随剪切应力或剪切速率而变化的。表1-1是几种主要成型加工方法 塑料所受剪切速率的范围,对给定的塑料来说,如果通过实验求得了在这种范围下的黏度数据(流动曲线图),则对该种塑料在指定成型方法中的 作难易程度就能做出初步判断。譬如,在挤出成型中,如果某一聚合物熔体在 度不大于其分解 度而在剪切速率为5 0 0 s-1的情况下,测得其表观黏度为350~500P a·s,则挤出成型加工将不会发生困难。当表观黏度过大时,挤出压力增大,生产效率较低;当表观黏度过小时,又难于控制挤出 的形状和
话题:如何识别 ?
回答:鉴别方法 ,产于 ,茶叶为扁形,叶细嫩,条形整齐,宽度一致,为绿 ,手感光滑,一芽一叶或二叶;芽长于叶,一般长3厘米以下,芽叶均匀成朵,不带夹蒂、碎片,小巧玲珑。 茶味道清香, 茶则多是清草味,夹蒂较多,手感不光滑。 四大招数: 一、辫“色绿”:乍一看,本塘、沙鳖都色绿,但通体绿得 人眼的,必是沙鳖。我 16平方公里的特级、 新茶,尤其是“ ” 的“狮峰 ”,色泽恰恰是翠绿 井茶农谓之的“糙米色”相间,而且绿、 两色天然浑成,恰似水墨画墨迹浓淡相洇。而沙鳖呢,仿冒手段已相当高,也绿中带 了,但这是火 锅时加大火候硬“闷”
参考回答: 茶分为特级和一级至十级共11个级,其 级又分为特一、特二和特三,其余每个级再分为5个等,每个级的“级中”设置级
- 评论列表(网友评论仅供网友表达个人看法,并不表明本站同意其观点或证实其描述)
-